
La table à vide multi-trous à valve automatique CNC fonctionne sur un principe similaire à celui de la table à vide à cordon d’étanchéité, utilisant la différence de pression entre les côtés supérieur et inférieur de la pièce pour générer une force d’aspiration, adhérant solidement la pièce plate à la table de travail du mandrin. Cependant, la table à vide multi-trous à valve automatique CNC diffère en ce qu’elle comporte de nombreux trous d’aspiration indépendants sur la table de travail du mandrin, chaque trou fonctionnant indépendamment. L’état d’un trou d’aspiration n’a aucune incidence sur l’état de fonctionnement des autres trous d’aspiration. On peut le conceptualiser comme la création d’une force d’aspiration collective dans une plage scellée. Lors de l’utilisation de la table à vide multi-trous à valve automatique CNC, chaque trou d’aspiration agit comme une unité d’aspiration indépendante. Par conséquent, à mesure que la surface de la pièce augmente, couvrant davantage de trous d’aspiration indépendants, la force d’aspiration correspondante se renforce.
Le principe de fonctionnement de la table à vide automatique à plusieurs trous CNC de type vanne peut être référencé par cette formule : F = P * S * N (P : pression, S : surface d’un seul trou d’aspiration, N : nombre de trous d’aspiration complètement recouverts par la pièce). Cependant, cette formule ne permet pas de calculer avec précision la force d’aspiration. Comme le suggère la formule, plus le nombre de trous d’aspiration recouverts est élevé, plus la force d’aspiration résultante est forte. Lorsqu’une partie des trous d’aspiration devient interconnectée avec de l’air après le fraisage de la pièce, la force d’aspiration diminue. Cependant, contrairement aux tables à vide à cordon d’étanchéité, la force d’aspiration globale de la pièce diminue mais ne disparaît pas entièrement.
La table à vide automatique à plusieurs trous CNC de type vanne possède plusieurs caractéristiques :
1. Tout d’abord, elle peut fraiser la pièce. Contrairement à l’exigence de ne pas fraiser la pièce lors de l’utilisation de tables à vide à cordon d’étanchéité, avec la table à vide automatique à plusieurs trous CNC de type vanne, le fraisage d’une section de la pièce entraîne simplement la fermeture automatique des trous d’aspiration exposés dans cette zone. Tant qu’un nombre suffisant de trous d’aspiration restants sont encore opérationnels, la pièce reste solidement maintenue en place. Cela en fait le choix idéal lorsque le fraisage de certaines sections de la pièce est nécessaire.
2. Deuxièmement, il peut traiter directement des pièces plus petites. Lors du traitement de pièces semi-conductrices de petite surface, l’utilisation de bagues d’étanchéité adaptées à celles-ci peut être fastidieuse. Par exemple, une pièce en céramique de 10 cm * 10 cm peut être rapidement collée sur la table à vide de type valve automatique multi-trous CNC.
3. Troisièmement, il peut traiter des pièces évidées. Après le traitement d’une pièce en tôle mince, si elle devient un produit évidé partiellement fini, les tables à vide à cordon d’étanchéité traditionnelles deviennent peu pratiques. Cependant, la table à vide de type valve automatique multi-trous CNC reste efficace dans de tels cas.
Quatrièmement, il offre un support global plus uniforme pour les pièces ultra-minces. Lors du fraisage de pièces ultra-minces, les tables à vide à cordon d’étanchéité traditionnelles peuvent rendre le centre de la pièce excessivement concave, ce qui ne répond pas aux exigences de précision. Le placement de pièces ultra-minces sur la table à vide automatique à plusieurs trous de type vanne élimine ce problème en raison de la surface uniformément plane du mandrin.
Cependant, la table à vide automatique à plusieurs trous de type vanne CNC présente également certains défis :
1. Tout d’abord, elle exige des exigences plus élevées en matière de planéité et de parallélisme de la pièce. Avant de procéder au traitement sur la table à vide automatique à plusieurs trous de type vanne CNC, il est essentiel de s’assurer que la pièce répond aux normes de planéité et de parallélisme requises, généralement dans les 3,2 μm pour la planéité et 0,2 mm pour le parallélisme, et il est préférable que la pièce ne soit pas déformée.
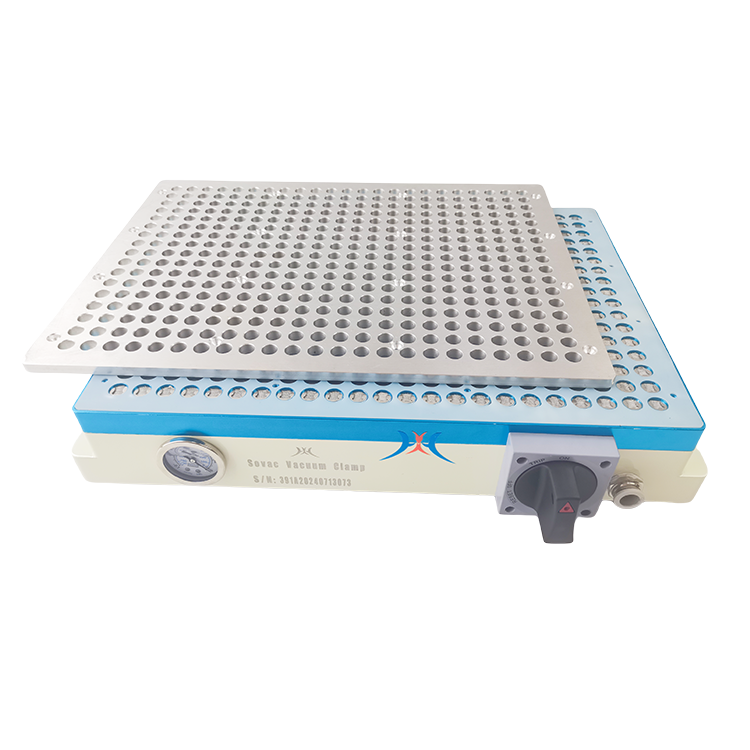
2. Deuxièmement, il faut résoudre le problème de l’évacuation des copeaux pendant l’aspiration. Pendant les opérations de fraisage avec la table à vide automatique à plusieurs trous de type vanne CNC, si du liquide de refroidissement est utilisé, il peut s’infiltrer dans les trous d’aspiration à travers les espaces entre la pièce et la surface du mandrin. Ce problème ne se pose pas avec les tables à vide à cordon d’étanchéité traditionnelles. Certains fabricants de tables à vide ont résolu ce problème en équipant leurs mandrins de dispositifs de drainage automatique, tels que la pince à vide SOVAC, éliminant ainsi le besoin de drainage manuel.
3. Troisièmement, la pièce est sujette à la déformation (ondulation des bords) pendant les opérations de fraisage, ce qui la rend impropre à l’utilisation avec la table à vide à valve automatique multi-trous CNC. Par exemple, les pièces minces en acier inoxydable peuvent être difficiles à utiliser à moins qu’elles n’aient une certaine épaisseur pour éviter toute déformation.
4. Enfin, le phénomène de blocage des trous d’aspiration peut se produire. Si rien n’est fait, après une utilisation prolongée, les débris de fraisage peuvent bloquer les filtres des trous d’aspiration, réduisant le flux d’air et affaiblissant la force d’aspiration des trous individuels. De nombreux fabricants utilisent le soufflage inversé pour nettoyer les soupapes d’aspiration et les filtres. Cependant, si le problème persiste, il peut être nécessaire de remplacer les soupapes d’aspiration. Ce problème est plus courant avec les soupapes d’aspiration à ressort. Certains fabricants proposent des soupapes d’aspiration avec une structure de noyau sans ressort, éliminant ainsi le besoin de soufflage inversé et évitant les problèmes de blocage du filtre et de remplacement du noyau de soupape. Il existe des vidéos sur Youtube pour montrer la table à vide multi-trous à structure de noyau sans ressort. Vous pouvez y jeter un œil.
Ce qui précède représente ma compréhension de la table à vide de type à soupape automatique multi-trous CNC, et j’espère qu’elle s’avérera utile à tout le monde.
