
Dans l’usinage CNC, certains usinages de précision de pièces minces non magnétiques ne nécessitent pas de liquide de refroidissement. De plus, l’utilisation d’un plateau à dépression permet un serrage plus pratique et plus rapide de la pièce. Le plateau à dépression SOVAC est-il adapté à l’usinage à sec sans liquide de refroidissement ? La poussière et les débris générés par l’usinage à sec risquent-ils d’obstruer les orifices d’aspiration du plateau à dépression SOVAC et de les rendre inefficaces ?
Tout d’abord, laissez-moi vous expliquer le fonctionnement du plateau de dépression SOVAC. Contrairement aux plateaux de dépression traditionnels à grille et à corde scellée, la table SOVAC est composée de centaines de trous d’aspiration disposés en matrice. Chaque trou d’aspiration abrite une vanne de détection de différence de pression. Lorsqu’aucune pièce n’est placée, l’interrupteur est activé et l’air comprimé pénètre rapidement dans la cavité du plateau, créant une différence de pression au niveau de chaque trou d’aspiration, provoquant la fermeture instantanée de toutes les vannes. Cela évite les pertes de vide. Lorsqu’une pièce est placée dans une zone limitée, l’interrupteur est activé et l’air comprimé pénètre rapidement dans la cavité de la table, créant une différence de pression uniquement dans les trous d’aspiration situés hors de la pièce. À ce moment, les trous d’aspiration non recouverts par la pièce sont complètement obstrués, tandis que ceux recouverts par la pièce créent une différence de pression entre les faces supérieure et inférieure de la pièce en raison de la présence continue d’air comprimé. La force de serrage par le vide du SOVAC provient de cette différence de pression.
Si du liquide de coupe est pulvérisé pendant l’usinage pour refroidir l’outil de coupe, il ne sera pas aspiré dans le plateau de dépression par les orifices d’aspiration découverts par la pièce, car ces orifices sont complètement obstrués. Seule une faible quantité de liquide de coupe et de copeaux fins est aspirée par l’espace entre la pièce et la surface de serrage du plateau de dépression. La quantité de liquide de coupe et de copeaux fins aspirés est très faible. Cependant, pour éviter que ce liquide et ces copeaux ne soient aspirés dans la pompe à vide, un dispositif de récupération du liquide de coupe et des copeaux est généralement installé entre le plateau de dépression et la pompe à vide. Si aucun liquide de coupe n’est pulvérisé pendant l’usinage, ce type d’usinage sans liquide de coupe est généralement appelé usinage à sec. Avec un plateau de dépression SOVAC, une petite quantité de poudre sera néanmoins aspirée dans le plateau de dépression par l’espace entre la pièce et la surface de serrage. Les matériaux couramment utilisés pour ce type d’usinage à sec sont le graphite, la céramique et les circuits imprimés. Les méthodes de fonctionnement du plateau de dépression diffèrent selon que l’usinage est humide ou sec.
Commençons par expliquer la méthode d’usinage humide. Le liquide de coupe étant pulvérisé en continu depuis le tube de refroidissement universel pendant l’usinage, les copeaux produits sont facilement éliminés par le flux d’eau. Ils roulent sur le plateau de dépression et la pièce, évitant ainsi leur accumulation sur la table. Cependant, lors de l’usinage à sec, sans protection anti-poussière, la poudre sèche produite par la coupe peut s’accumuler sur la table.

Sans protection anti-poussière, la durée de vie du plateau de dépression sera considérablement réduite. En l’absence de dispositif d’aspiration, il est nécessaire d’utiliser un souffleur pour éliminer la poudre sèche accumulée après l’usinage de la pièce. Assurez-vous que la poudre est complètement éliminée avant d’éteindre le plateau de dépression. Cela réduira la quantité de poudre qui tombe dans la cavité du plateau.
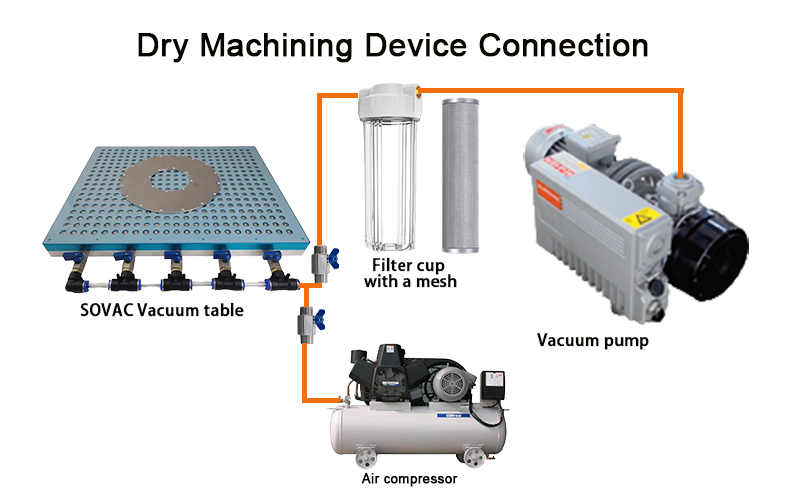
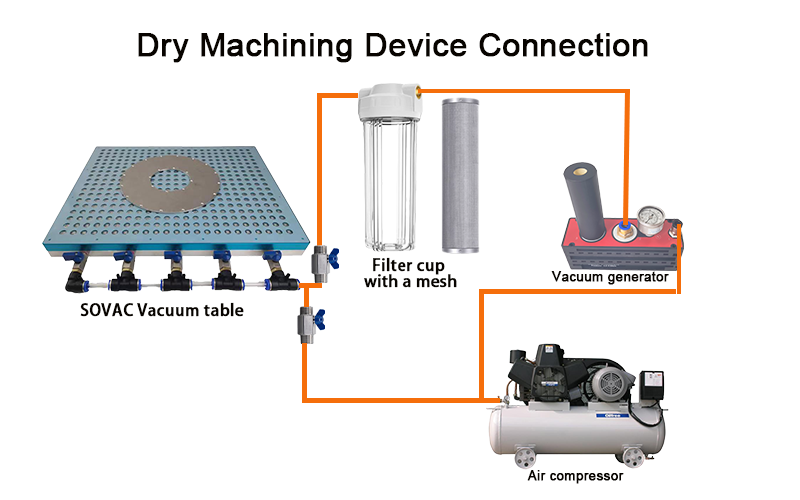
Lors de l’usinage à sec d’une pièce, un filtre à mailles est installé entre le plateau de dépression et la pompe à vide. La taille des mailles du filtre doit être déterminée en fonction du matériau de la pièce à usiner. Le choix de la taille des mailles du filtre doit être effectué en fonction de la granulométrie des copeaux produits pendant l’usinage. Si l’utilisation d’un générateur de vide peut réduire les dommages causés à l’équipement d’acquisition de vide par la poudre et les débris, elle compromet la force de serrage. Le choix du bon équipement d’acquisition de vide dépend de la taille de la pièce. Pour les pièces de grande taille nécessitant un serrage moins strict, un générateur de vide peut être une option.
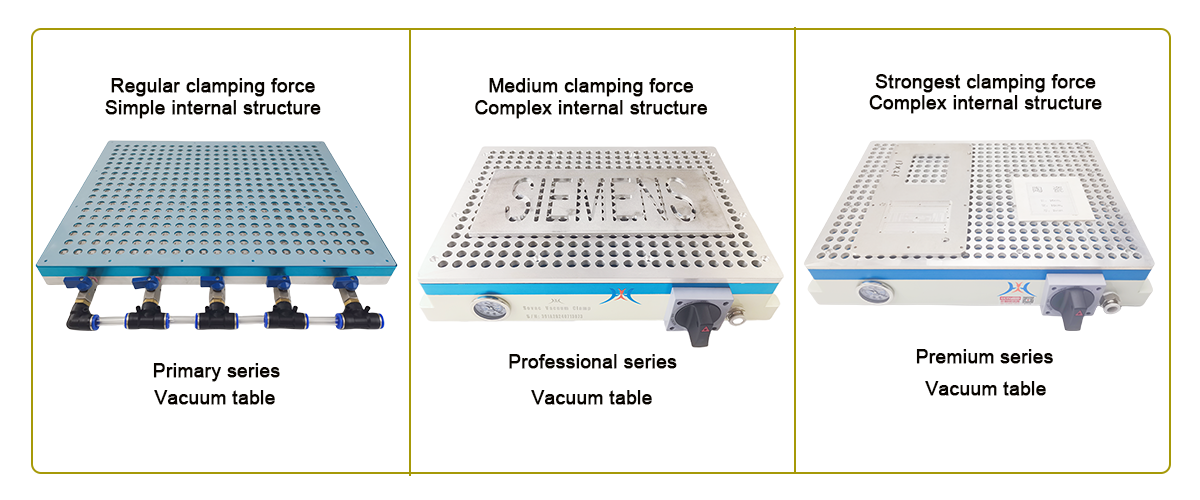
Les plateaux de dépression SOVAC sont disponibles en trois séries : Primary, Professional et Premium. Le choix de la série de plateaux de dépression la plus adaptée est crucial pour l’usinage de pièces de différents matériaux. Pour l’usinage à sec, la série Primary est généralement recommandée. Dotée d’un intérieur plus simple, elle est particulièrement adaptée aux environnements à forte concentration de poudre sèche.
De petites quantités de poussières sont aspirées dans le plateau de dépression par l’espace horizontal entre la pièce et la surface de serrage. Ces poussières sont aspirées par les orifices d’aspiration situés sous la pièce. La section d’écoulement minimale de la vanne d’aspiration SOVAC étant un canal circulaire de 2 mm de diamètre, les poussières d’un diamètre bien inférieur à 2 mm n’entraîneront pas de colmatage ni de défaillance de la vanne. Cependant, il est nécessaire de raccorder le plateau de dépression à l’air comprimé pendant l’utilisation. Après chaque usinage, utilisez un souffleur à poussière pour éliminer les poussières dispersées à la surface du plateau de dépression, puis éteignez le plateau de dépression et raccordez l’air comprimé pour le rétro-souffler. Cela garantit la propreté de l’intérieur du plateau de dépression et prolonge sa durée de vie.
Voici le mode d’emploi du plateau à dépression SOVAC pour l’usinage à sec de pièces. Si vous souhaitez utiliser le plateau à dépression pour l’usinage à sec de plaques minces non magnétiques, veuillez nous contacter par e-mail pour obtenir une consultation.
